| # | Product | Material | Process |
|---|---|---|---|
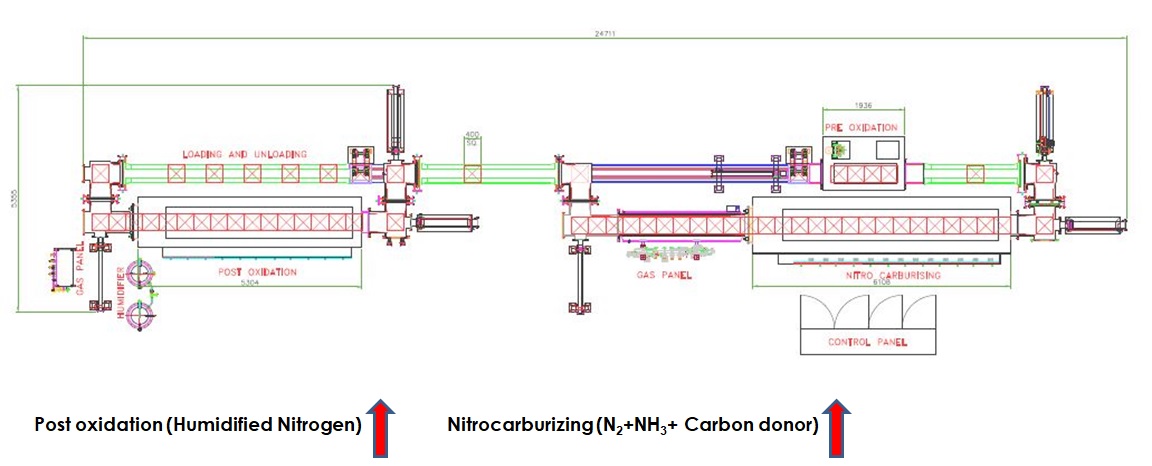
| 1 | Brake Caliper Piston | Low carbon steel | Ferritic Nitrocarburising + POST Oxidation |
| 2 | Electrical Contacts | Low carbon steel | Austenitic Nitrocarburising |
| 3 | Engine valves | Stainless Steel | Surface activation + Nitriding |
| 4 | Bearing cages | Low carbon steel | Ferritic Nitrocarburising + POST Oxidation |
| 5 | Hydraulic Jack-Screw rods | SG IRON | Ferritic Nitrocarburising |
| 6 | Piston rings | Low Carbon Steel | Surface activation + Nitriding |
| 7 | Lever guides | High Carbon Steel | Ferritic Nitrocarburising |
| 8 | Ring travellers | Stainless Steel | Ferritic Nitrocarburising + POST Oxidation |



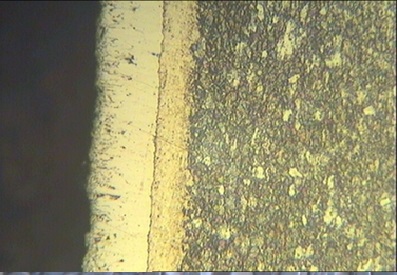
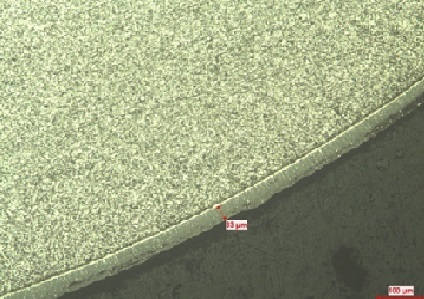
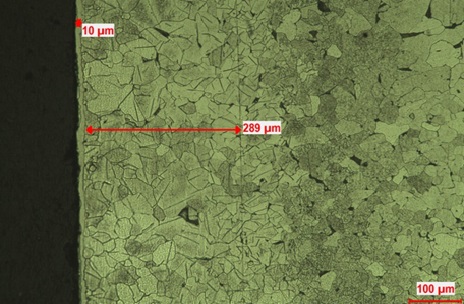
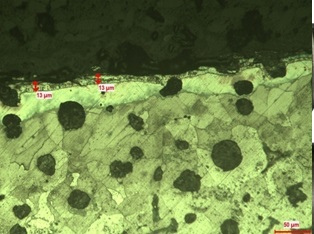
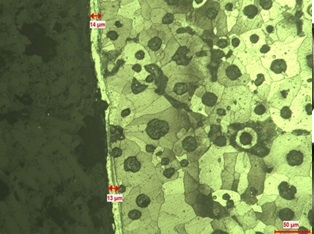
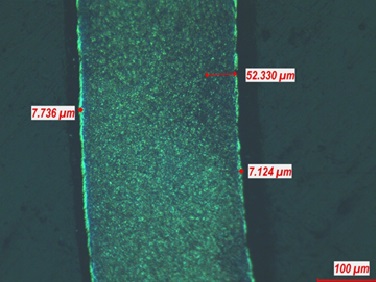
Compound layer depth: 18µ
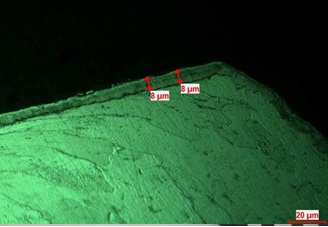
Oxide layer depth: 4-5 µ
Surface hardness: 645 HV 0.1

| Hardness in HV 0.05 | |
|---|---|
| Specification | 400 HV 0.05 (minimum) |
| Maximum | 660 HV0.05 |
| Minimum | 615 HV0.05 |
| Average | 638 HV0.05 |
| Surface Roughness (Ra) in µm | |
|---|---|
| Fresh | 0.24-0.28 |
| Nitrocarburised | 0.48-0.50 |
| Ferritic Nitrocarburising + Post Oxidation | 0.31 – 0.35 |
| PROCESS | SPECIFICATION (as per standard ASTM B117) | BEST RESULT |
|---|---|---|
| Ferritic Nitrocarburising + Post Oxidation | 120 Hours (minimum) | 240 Hours |
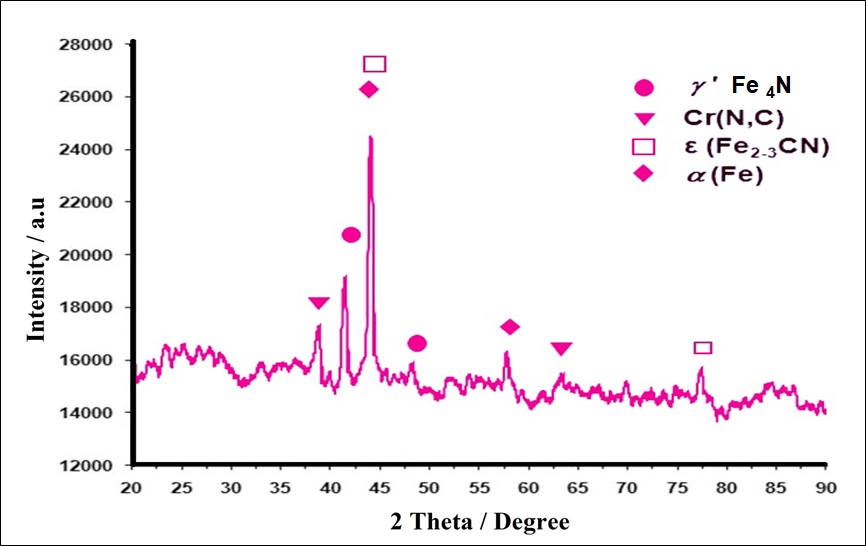
PREDOMINENTLY Ɛ CARBONITRIDES